Hardware doesn’t have to come from a catalog.
You can make your own. The raw materials are
inexpensive and you won’t have to buy lots of
special metalsmithing tools, because most
of the things you’ll need are already in
your shop. Learning the techniques for
working copper can be rewarding and
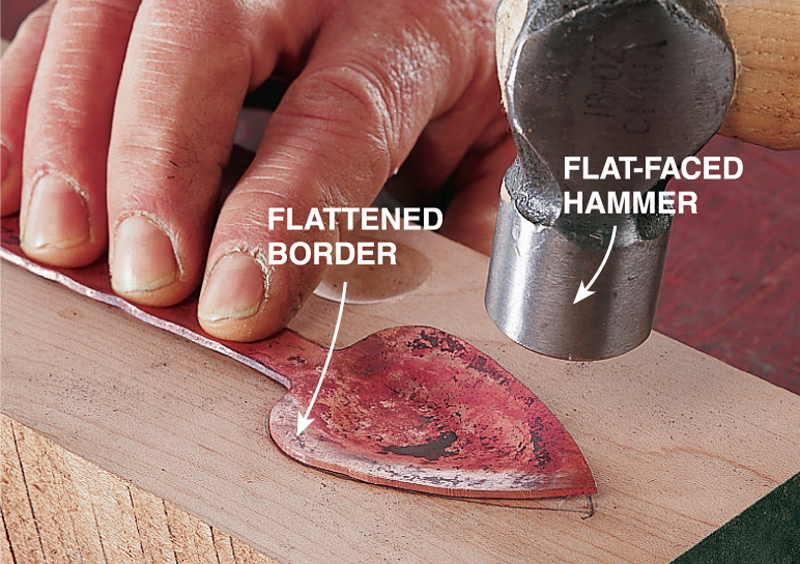
fun. Annealing and work hardening
were new to me, and may be to
you, but cutting, hammering,
and drilling are familiar to
woodworkers.
Working wood copper is a blast!
I was pleased with the very first copper piece I made, and my
results kept getting better the more I practiced. Once you’re
familiar with the techniques, you’ll be able to make all the
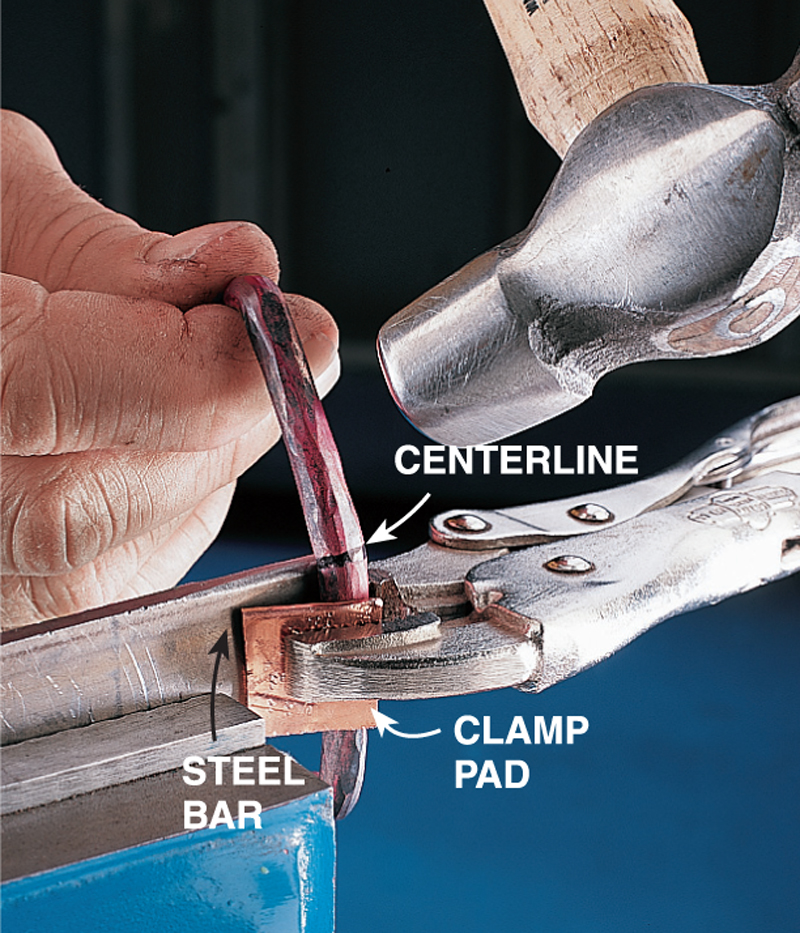
hardware for the AW Stickley-Style Sideboard project (available
from awbookstore.com)—or just about any Mission or Arts and
Crafts style piece of furniture in a couple of weekends. If you
decide to try making your own, I guarantee that you will enjoy
the process and be thrilled by the results.
Materials and sources
For the AW Stickley-Style Sideboard, you’ll need 2 sq. ft. of 48-oz.
copper sheet stock (.064 gauge) for hinge straps and backplates,
3′ of 5/16″ copper rod stock (AISI grade #110) for bails, 10″ of
1/2″ x 1/2″ copper bar stock for posts, and 10″ of 4-gauge copper
grounding rod for post pins (Photo 19). Sheet metal and architectural
metal fabricators are often willing to sell the small amounts
of sheet stock you’ll need. Rod and bar stock is harder to find.
Try salvage yards or order through the mail (see Sources, below).
Grounding rod is available anywhere electrical wiring supplies are
sold. You’ll also need pickling flux and silver solder, and perhaps
a patinizing solution (see “The Look of Aged Copper,” below). All of
these things are also available through the mail (see Sources, below).
Tools
The only specialized tools you’ll need to work the copper are
hammers and a punch, something to pound on, a heat source,
and places to heat and cool the metal.
You can buy real metalsmithing hammers (see Sources, below),
or use some elbow grease and make your own from inexpensive
16-oz. ball peen hammers. Be sure to wear eye protection when
you try this.
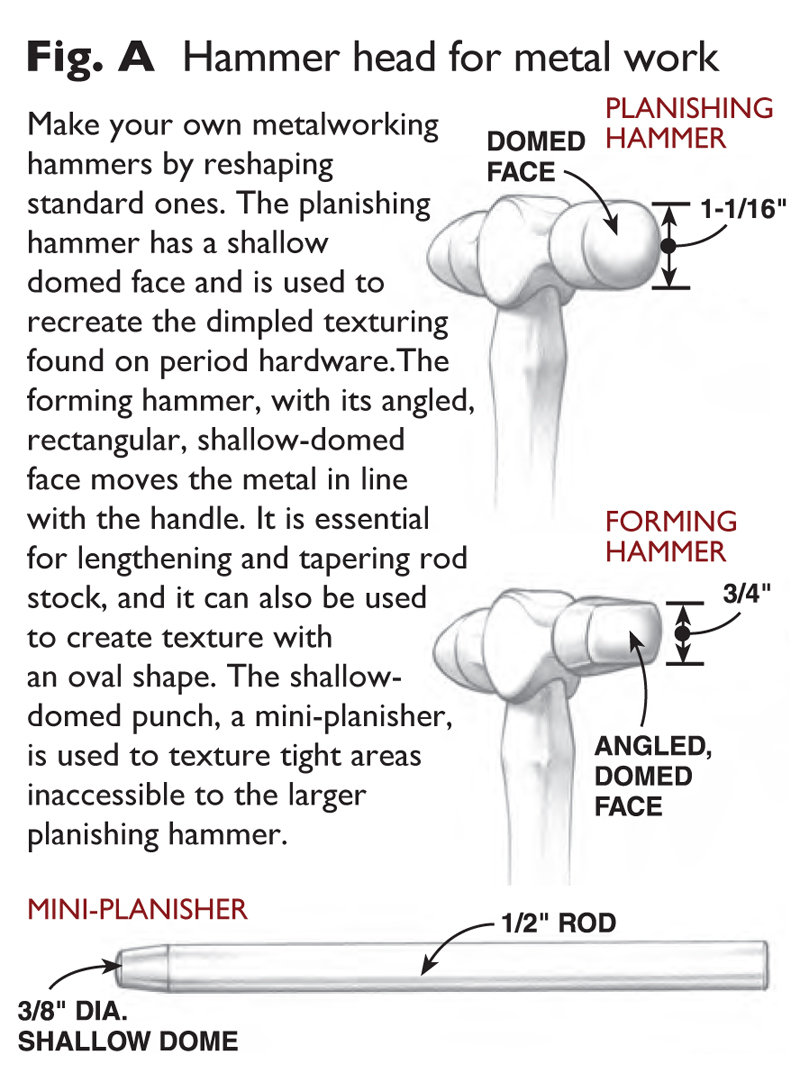
Reshape one flat hammer face into a shallow dome (Fig. A,
Planishing Hammer) using a disc or belt sander. The shape of the
dome determines the size of the mark. I found a 5/16″ dia. mark
the most attractive. Some areas that need texture are too small for
the planishing hammer, so I domed the tip of a length of steel rod
(Fig. A, Mini-planisher). Shape the face of the second hammer
into a shallow-domed rectangle that slopes toward the handle
(Fig. A, Forming Hammer). To quickly get the rectangular shape
on this one, I cut away the unnecessary steel with a 4-1/2″ cut-off
wheel in my grinder/sander before moving to the disc sander for
final shaping. You can do this whole job on the disc sander, but
it will take longer. A third hammer face remains flat. Smooth and
polish all of these faces with an orbital sander, working through
sandpaper grits up to 600. Any blemishes left on the hammer faces
will be transferred to the copper.
To achieve a crisp texture on the copper you must hammer
it on a hard surface. Wood is not hard enough. I used a piece of
1/2″ steel plate for the hinge straps and backplates (Photo 2) and
a massive steel block for the bails (Photo 13). I bought both at a
salvage yard for next to nothing. Raising the crowned shape of the
hinge straps and bolt heads can be done using a piece of maple
1-3/4″ x 4″ x 12″ (Photo 5) as a forming block.
You’ll need a high-output, self-starting torch and a tank
of MAPP gas to get the copper hot enough to anneal it—
propane won’t do. I made my own annealing tray by filling
an aluminum cake pan with pumice stones (see Sources, below) and used a plastic container for the quenching bath.
The annealing process
Copper is a malleable metal, soft enough to be worked easily. It can be
hammered around forms or into molds, bent, stretched, or textured.
However, as it is worked, it loses its malleability and becomes “work
hardened.” Fortunately, some 6,500 years ago, at the beginning of the
Copper Age, our ancestors discovered that heating work-hardened
copper to a high temperature restores its malleability. This process is
called annealing.
It may be necessary to anneal the same piece of hardware several
times when forming the strap hinges and when working the rod stock
to make the bails. It’s important to anneal whenever you feel the copper
becoming work hardened—you’ll notice spring-back in the metal and
see that it doesn’t respond as well to your hammering.
Annealing leaves a residue called firescale. Heating the backside of
each piece will minimize the amount of firescale that gets on its face.
After annealing, all surfaces must be thoroughly cleaned with 400-
grit wet/dry paper before they can be textured.
The look of aged copper
Although it’s strikingly beautiful when
highly polished, the hardware will look
even better if it has a mellowed patina.
There are two approaches to achieve this:
You can patinize the surface chemically
with a commercially available
patinizing solution (see Sources below).
Pour the solution into a glass or plastic
container and immerse the piece of hardware
in it. The longer you leave the piece
immersed, the darker it will become.
When the effect you want is reached, put
on a pair of rubber gloves and remove the
piece from the bath. (Don’t touch the wet
surface with your bare fingers—you’ll
leave a mark).

Bury the piece in sawdust, press gently
to wick away excess solution and set it
aside to dry. Use steel wool to highlight
the texture or areas that would be polished
by use. A coat of paste wax will
add luster. If something goes wrong, you
can remove the patina entirely with steel
wool and start over. It may take several
tries to get the look you want.
The other approach is much easier,
and it always works—just let it age naturally.
Within a few months, the polished
shine will be replaced by a mellow tone
that will continue to improve over time.
This is the method recommended by
Gustav Stickley himself. If you make the
hardware before you build the piece it’s
meant for, the hardware will have mellowed
to the perfect patina by the time
the piece is built.
Encouraging words from Mr. Stickley
“…metal work is one of the most interesting of the crafts to the home
worker who possesses skill and taste and, above all, a genuine
interest in making for himself the things that are needed either for
use or ornament at home, and anyone who takes it up and discovers
its possibilities is likely to go on with it indefinitely.”
—Gustav Stickley
Sources
(Note: Product availability and costs are subject to change since original publication date.)
Copper sheet, bar, and rod stock:
MSC Industrial Supply Company,
mscdirect.com, 800-645-7270.
Metalworking tools, soldering
and patinizing supplies, pumice stones:
Rio Grande Tools and Equipment,
riogrande.com, 800-545-6566.
Fig. A: Hammer head for metal work
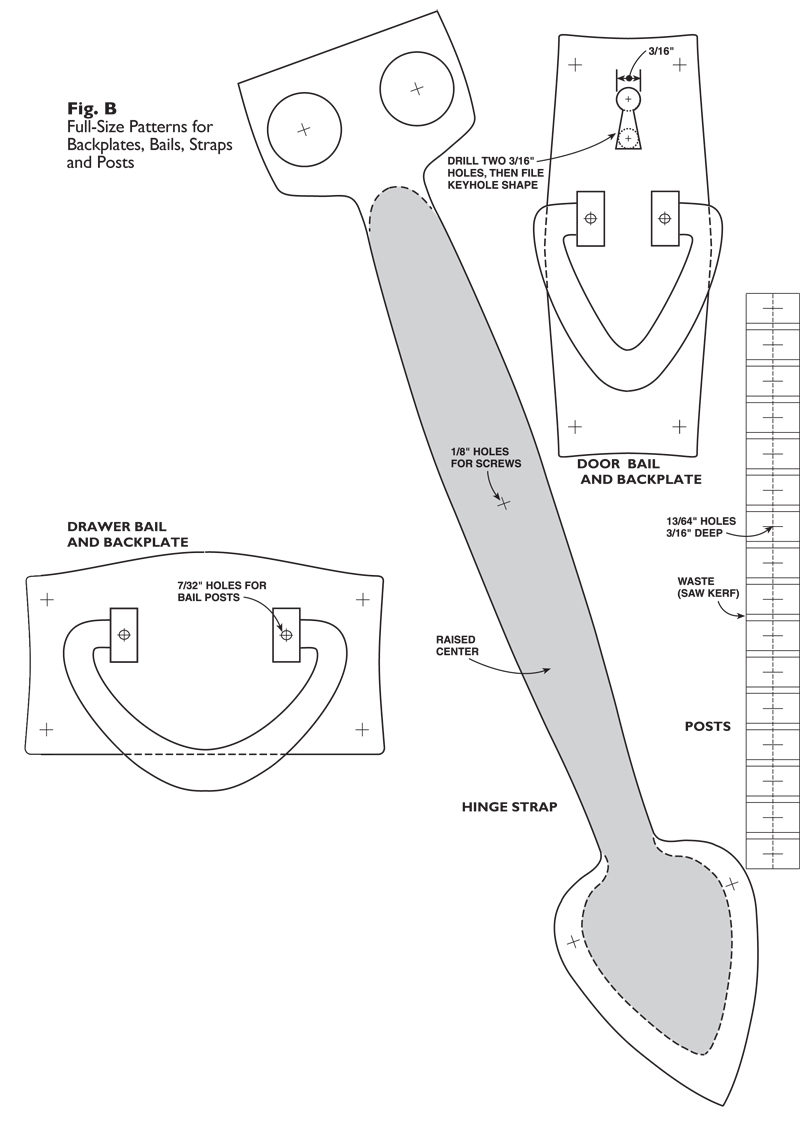
Fig. B: Patterns for
Backplates, Bails, Straps
and Posts
Fig. C: Form Block Profile
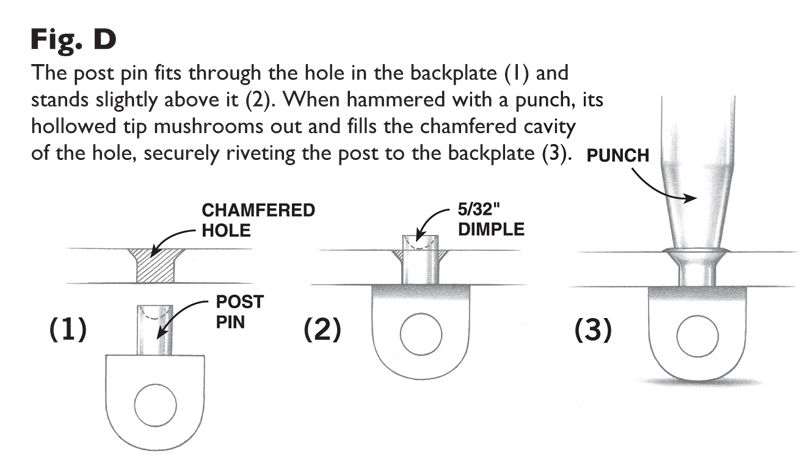
Fig. D
This story originally appeared in American Woodworker August 1999, issue #74.
August 1999, issue #74
Purchase this back issue. |
|
Click any image to view a larger version.
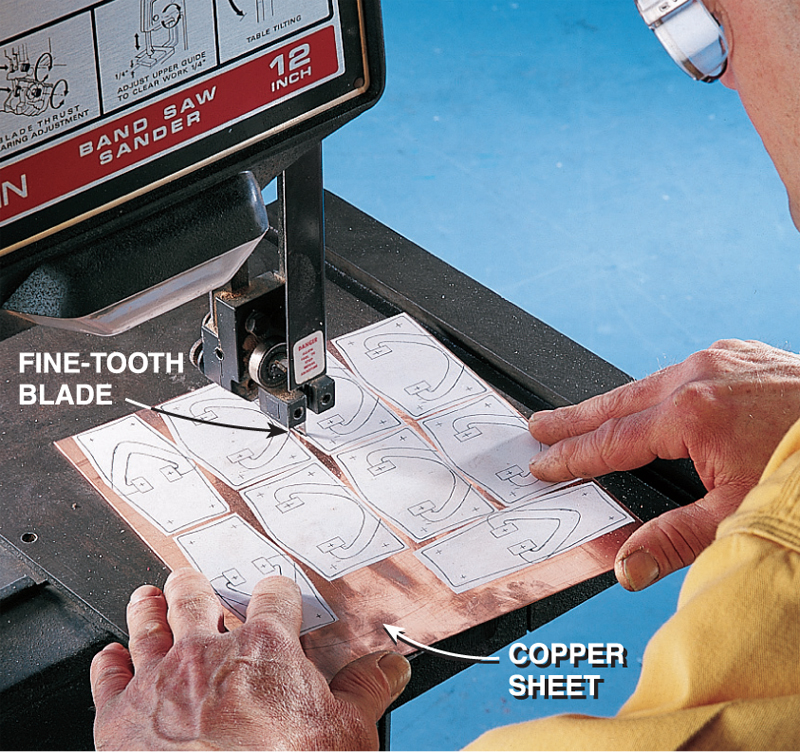
Texturing sheet copper
The backplates for the pulls and the long
hinge straps are cut from sheet copper, then
hammered with modified ball peen hammers
and other simple tools to create a textured
pattern on the metal.
1. Saw the hardware pieces following paper patterns
fixed to the copper sheet with spray adhesive. Copper
is soft enough to cut on a bandsaw using a generalpurpose,
fine-tooth blade. Centerpunch all drill hole
marks on the patterns, smooth all burrs and refine
the edges with abrasives or files. Remove paper and
adhesive residue, then polish the copper faces with
400-grit wet/dry sandpaper.
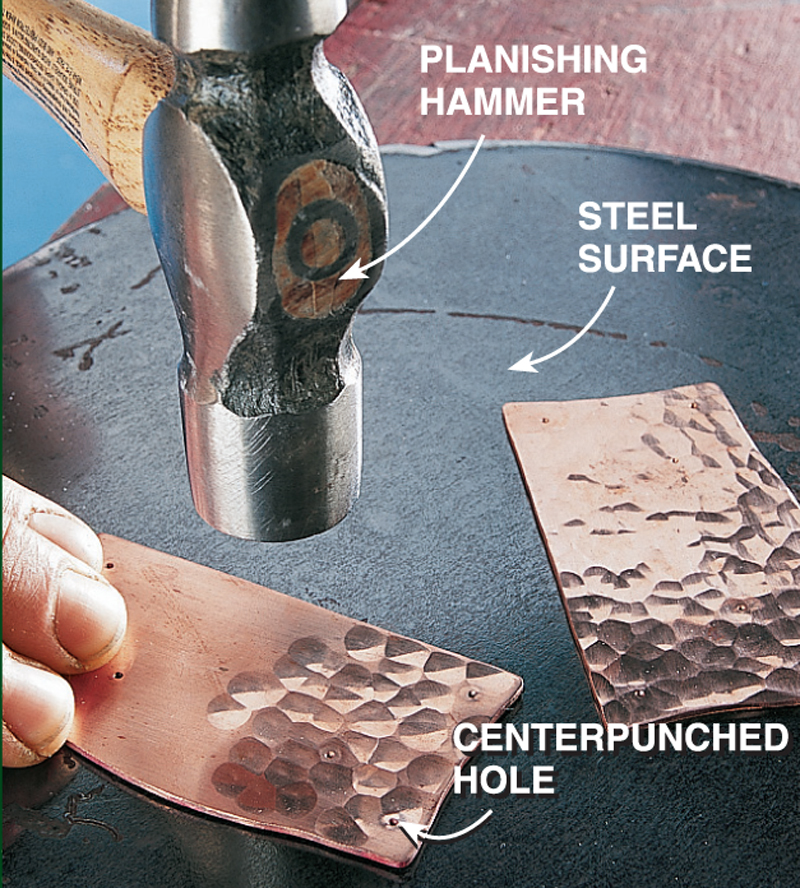
2. Create a hammered
texture by striking the
copper with a planishing
hammer on a flat steel
surface. Be sure to
hammer the face—the side
with the centerpunched
holes. Practice hammering
on scraps so you can get
a feel for the metal and
develop a hammering
rhythm. Slightly overlapping
each stroke creates a
nicely balanced look.
3. Texture the edges of
the backplates with a forming
hammer to create a distinct
border texture. After texturing,
drill holes for screws and
bail posts. Chamfer the bail
post holes (Fig. D) and flatten
the screw holes on the backside
of each plate
(Fig. F). Cut out the escutcheon
hole in the door
backplates last.
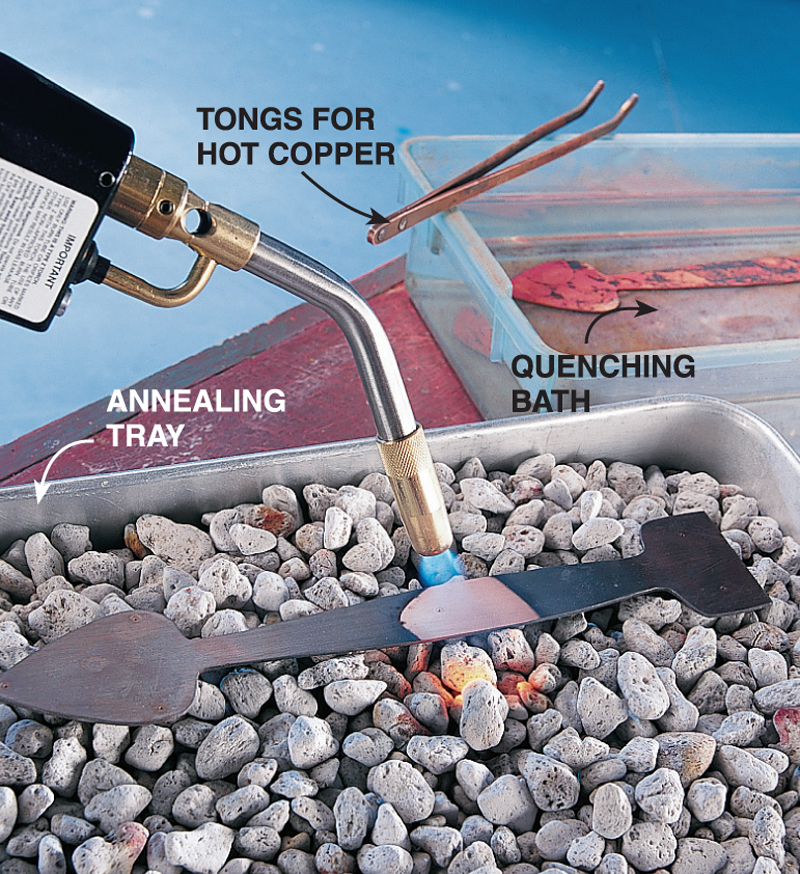
4. Anneal the copper as you work by heating
it with a MAPP-gas torch until it glows a medium
red. Once it loses its color, quench it in water. An
aluminum cake pan filled with pumice stones works
great as an annealing tray. The pumice stones don’t
absorb heat, so it gets concentrated on the copper.
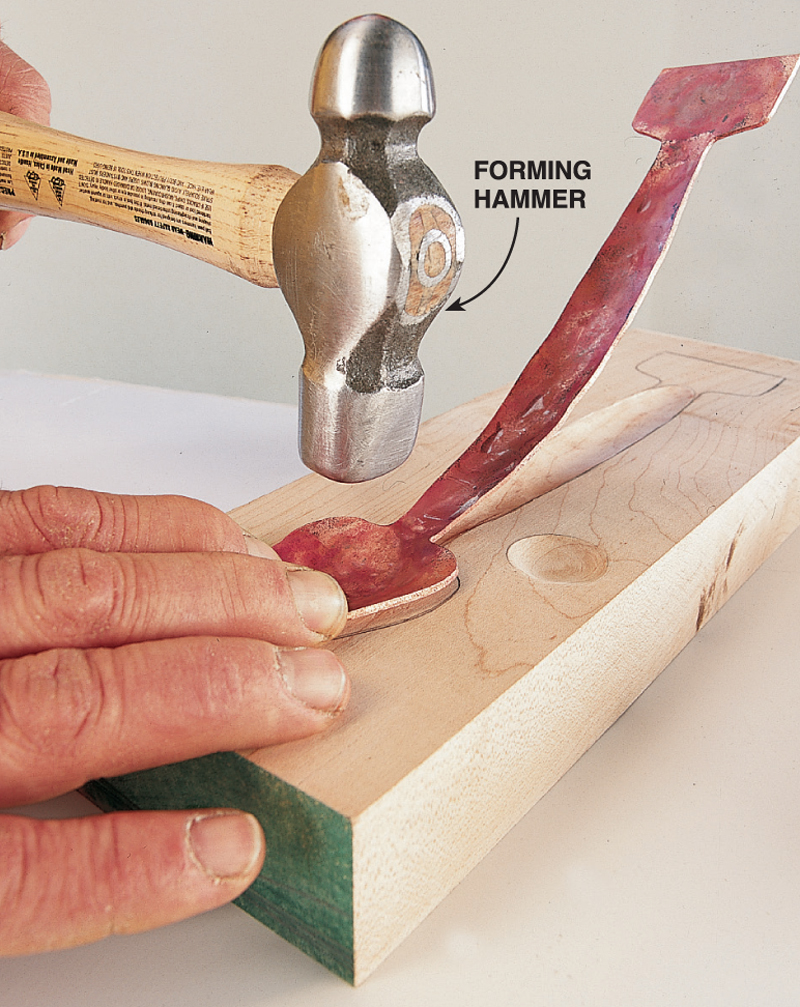
Shaping the hinge straps
These straps create the look of a real strap hinge, but they
are strictly decorative: The doors are hung on standard butt
hinges and the long copper straps are fastened to the door
fronts with screws and tacks. They have a raised shape which
is created by hammering them into a wooden form.
5. Make a forming block by carving
a cavity in a thick piece of maple
with a ball mill chucked in a drill
(Fig. C). The convex shape of the
hinge strap is achieved by hammering
it into this cavity.
6. Pound an annealed strap
into the forming block to create
the raised center. Use the forming
hammer. The strap will bend
dramatically as it is worked, but
you can flatten it by gently tapping
its top side with a non-marring
mallet. Anneal the copper when it
becomes work hardened (see “The
Annealing Process,” left).
7. Flatten the
perimeter of the
spoon tip with a
polished, flat-faced
hammer to create
the border around
the raised center.
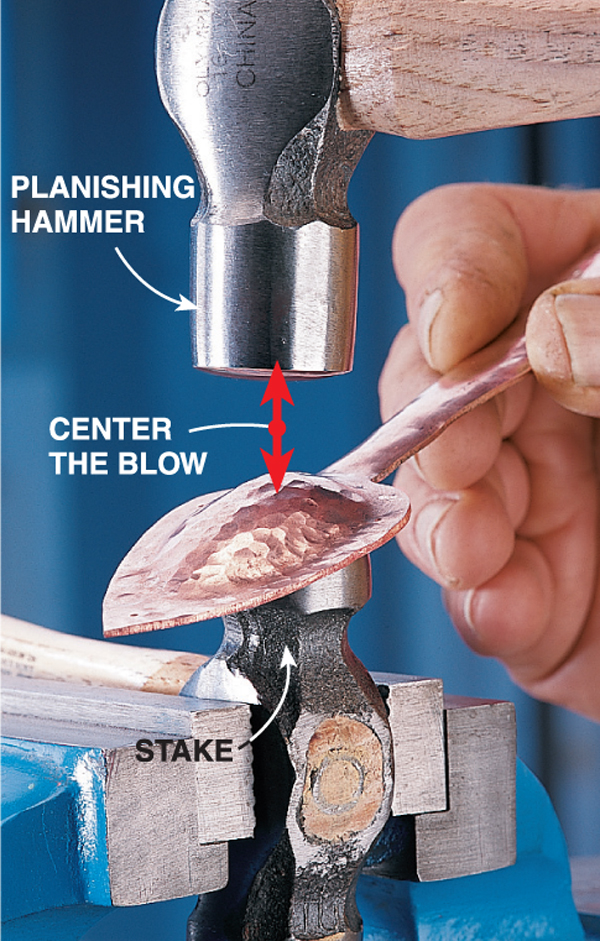
8. Hammer texture marks
onto the convex profile at the
tip of the freshly annealed hinge
strap. A ball peen hammer held
in a vice serves as a stake—an
anvil for texturing a curved object.
Make sure each blow of the
planishing hammer is centered
on the stake hammer below. As
you work, move the hinge strap,
not the hammer, for each blow.
Use the forming block to flatten
the tip if it distorts.
9. Use a steel rod with one end
shaped and polished into a shallow
dome to texture the transition from
the rounded center to the flat border
of the spearhead. The planishing
hammer is too big to work this small
radius. Use the forming hammer to
add border texture around the edge of
the spearhead to match the backplates.
10. Texture the rounded shaft of the
hinge strap with the forming hammer.Use
a 1″ wide piece of 1/4″ steel with rounded
edges as a stake and orient the texturing
along the length of the shaft. You can add
the distinctive edge texture to the shaft
using this stake. Finish the flat end of the
strap with backplate-style texturing and
edging. Drill 1/8″ screw holes after texturing
is complete.
11. Hammer penny-sized polished
copper discs into a spherical cavity
in the forming block with the ball peen
hammer. Center a steel tack in the
concave backside and silver-solder it
in place.
Making door and drawer bails
Bails are made from lengths of copper rod. These pieces are
lengthened and tapered by hammering, with frequent annealing
to keep them soft. When finished, they fit into small posts, which
are riveted to the backplates.
12. The 5/16″ copper rod (1)
cut 3″ L for the door bails and 3-1/2″
L for the drawer bails, is annealed (2),
lengthened, and tapered (3). When finished,
each rod has been lengthened by
1″, to either 4″ or 4-1/2″. Pins are filed
onto the ends (4). Then the rods are
bent, first at their ends (5), then in the
middle (6).
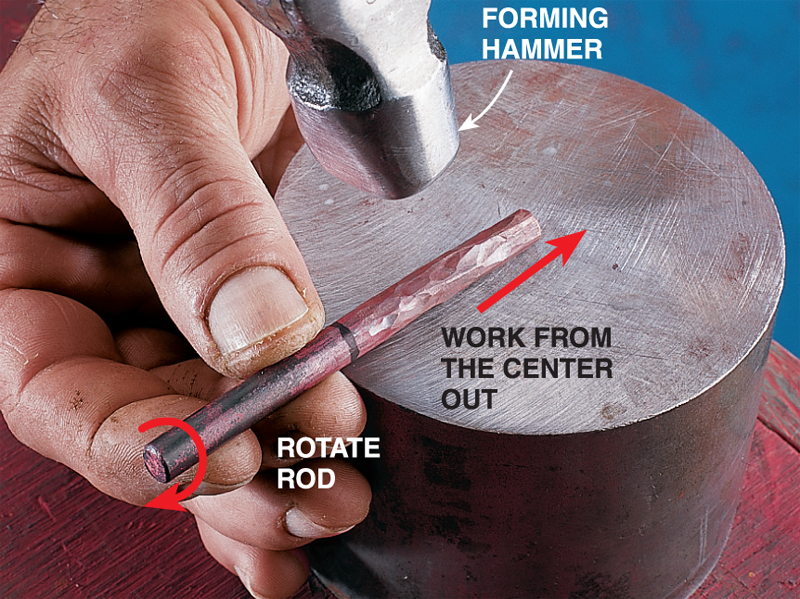
13. Pound around the annealed rod with the forming
hammer to lengthen and taper it. Work from the center
out, and rotate the rod with each blow. It will take four
to five courses of pounding and annealing to achieve the
final length and the desired taper.
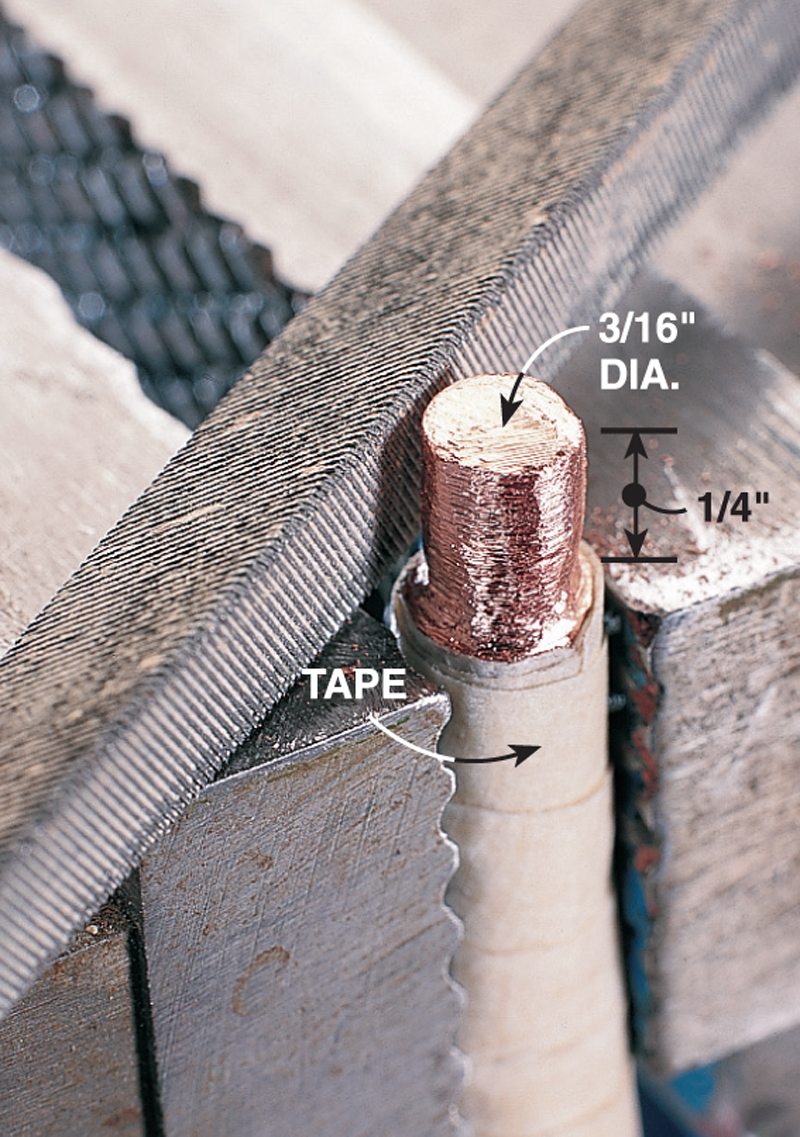
14. File a 3/16″ dia. pin on
each end of the lengthened
and tapered rod. Tape all
but the last 1/4″ of each end
to locate the position of the
pin and to protect the rod
from being marred when
clamped between the vise
jaws. If a smooth surface is
desired on the bails, make
it now by sanding.
15. Pound the freshly annealed rod
over the rounded corners of angle iron
pads with a forming hammer. The bending
point is determined by aligning a mark 7/16″
from each end of the rod with the upper
face of the angle iron pad. Strike the rod
at a point some distance away to start and
work toward the bend as it is made.
The corners of the angle iron have been
rounded to define the inside corner of the
final bend.
16. Start the bend of the door’s
V-shaped bail by pounding it, freshly
annealed, over a 1″ x 1/4″ steel bar
clamped so its edge is slightly below the
bail’s centerline. Anneal the bail when
you sense work hardening. Frequent
annealing assures that bends occur
where you want them. Repeat the
process of annealing and bending until
the final V-shape is attained. Make sure
the pins align.
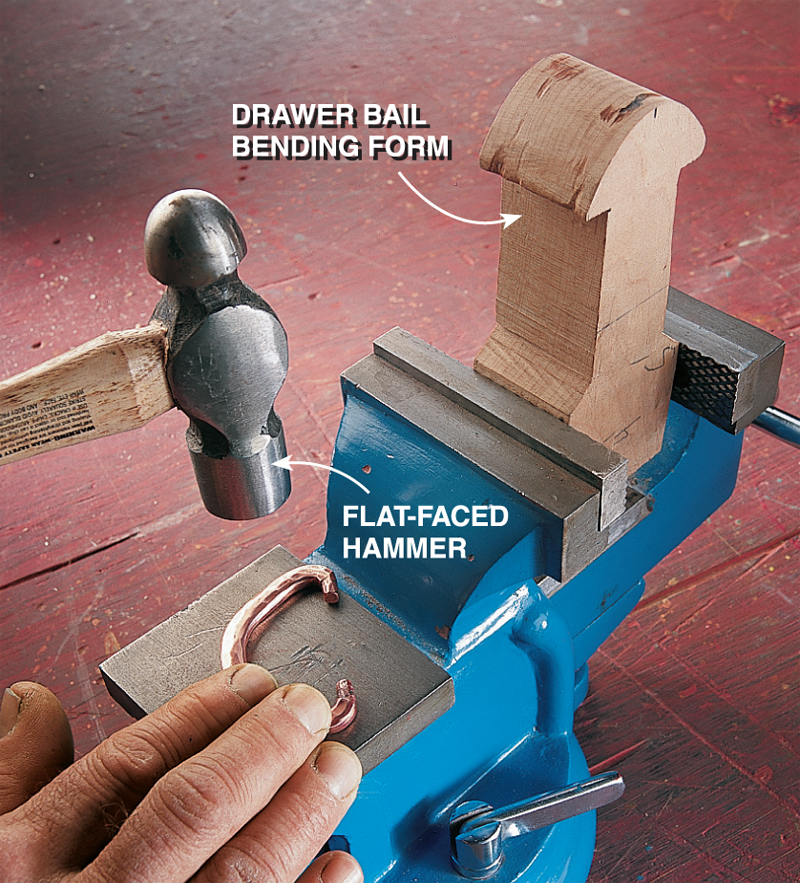
17. Slightly flatten the face of each bail,
with emphasis at its center. Hard lines can
be softened with the flat-faced hammer.
The U-shaped drawer bail pictured was
bent around the hardwood form shown
behind it. You can bend this one by hand.
Align the centerlines, and press the bail
over the form. Anneal often.
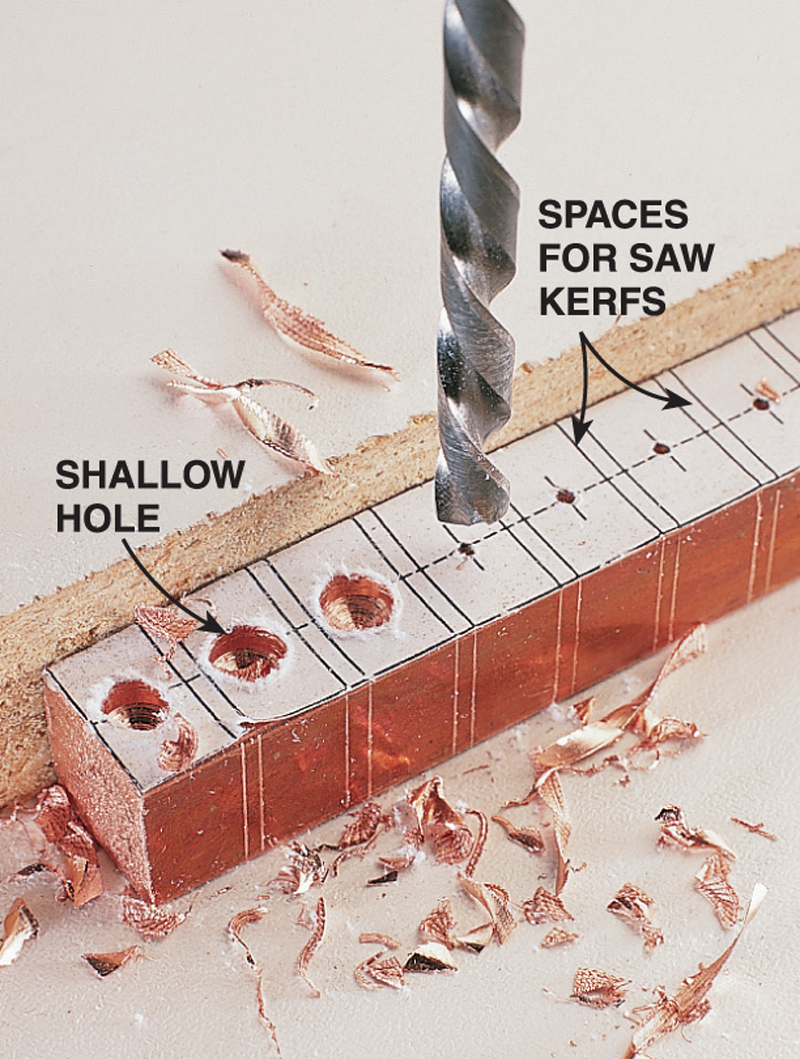
18. Drill holes in copper bar stock that
has been divided into 1/4″ sections,
leaving room for saw kerfs between them
(Fig. B, posts). These shallow holes,
which are centered in each section, will
have pins soldered into them. After
drilling, carefully saw between each post
from the pin end, stopping two-thirds
of the way through. This establishes
the individual posts, but keeps them
connected and easy to handle.
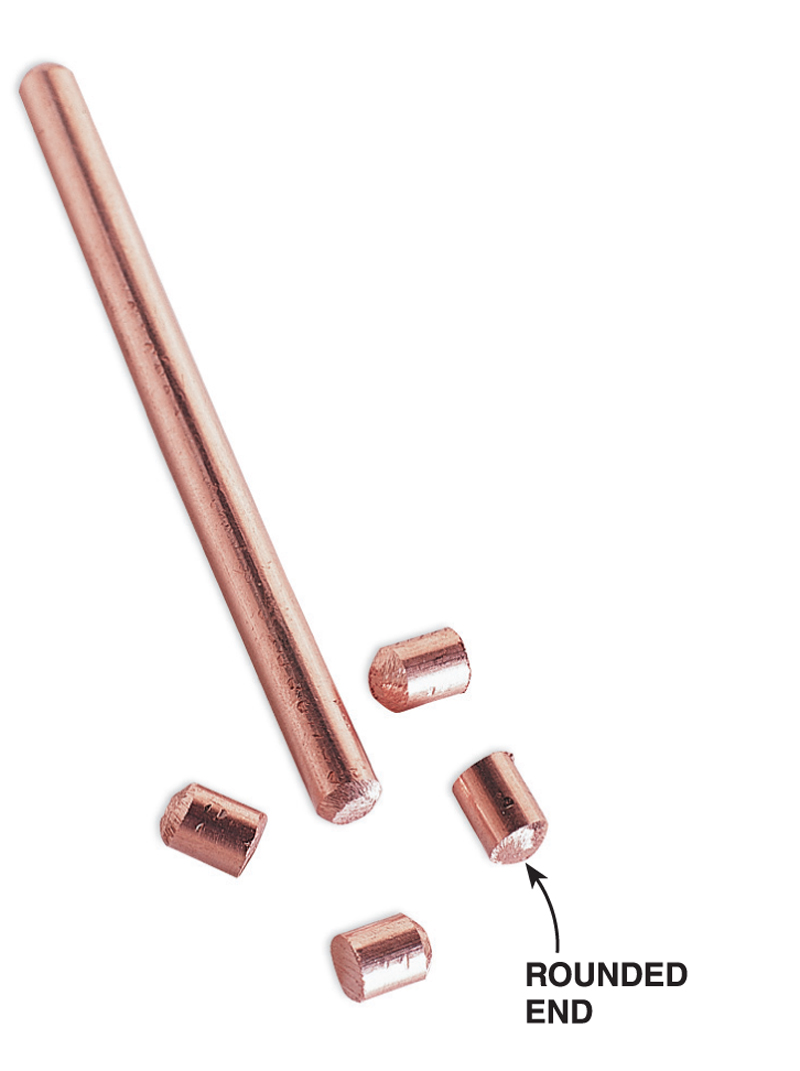
19. Make the post pins by
rounding the end of clean
4-gauge copper grounding
wire with a disc or belt
sander before cutting
off a 1/4″ length. Make
at least 14 pins,
each with a
rounded end.
20. Solder the pins
in place. First coat
all pieces with flux
and hammer the
pins in place. Place
a sliver of solder at
the junction of each
pin and post. Then
heat the bar, holding
the torch on the side
opposite the solder,
until the solder flows
into the joints. Heat
the metal, not the
copper, and don’t
overheat. After soldering, sand the pins so they’re slightly longer than the thickness
of the backplates. Then drill shallow 5/32″ dia. holes in the end of each one
to facilitate riveting (Photo 22 and Fig. D).
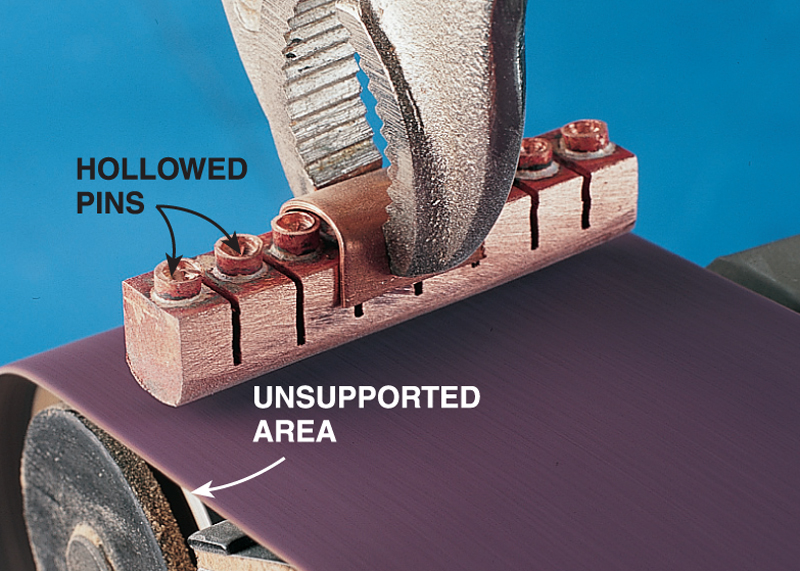
21. Round the tops of the connected
posts with a belt sander. Let the
bar ride in the unsupported area
between the front roller and platen.
While still in bar form, finish all
exposed surfaces to 400 grit, then cut
them apart.
22. The finished post
has a 15/64″
hole drilled through its
center for the bail. All
surfaces are sanded with
40-grit sandpaper.
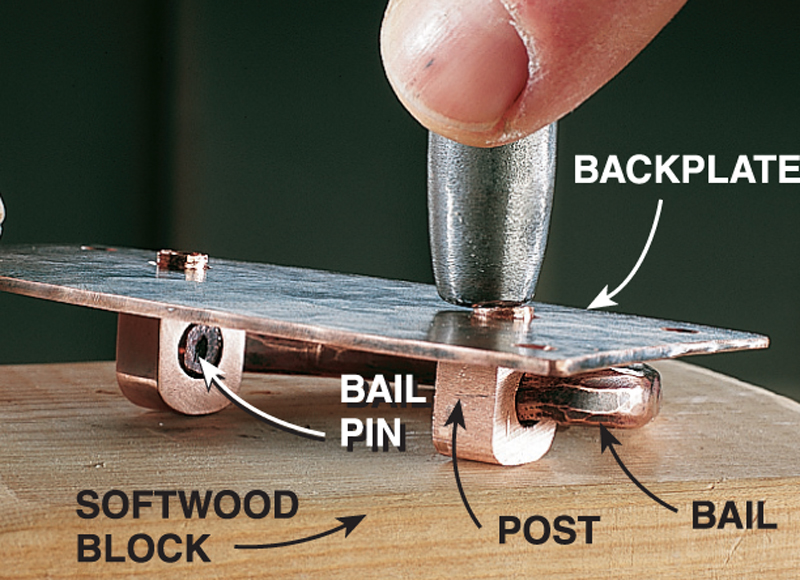
23. Rivet posts to
the backplate. First
position posts on
the pins at the ends
of a bail. If the bail
pins are properly
bent, the posts will
align parallel to one
another. Make necessary
adjustments
before positioning
them on the backplate. Work on a softwood block so the
bail holes in the posts are not distorted. If you don’t have
three hands, get help from a friend. |